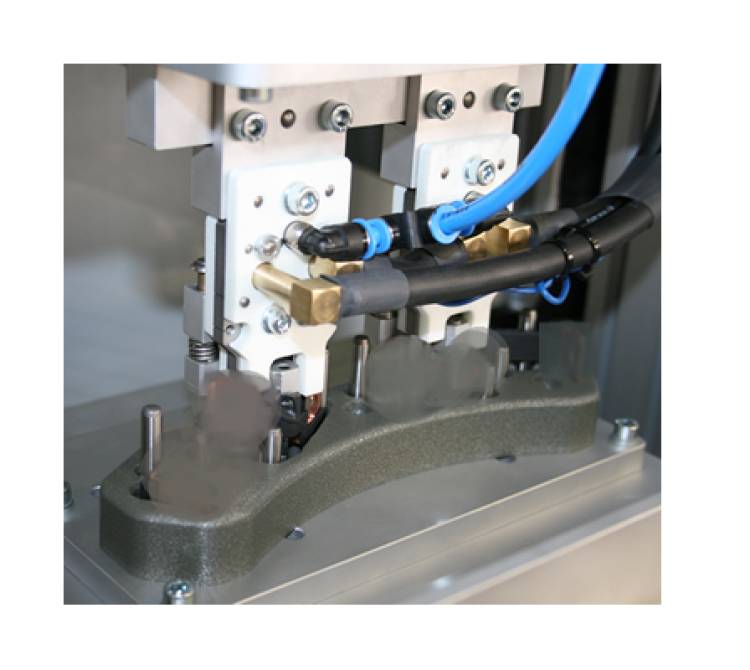
HVS40i with sliding table
Typical application sprue removal. As a cost-effective alternative to laser cutting for can be used for the clean removal of sprue removal, temporarily heated knife-type tools can be used for the clean removal of casting sprue.
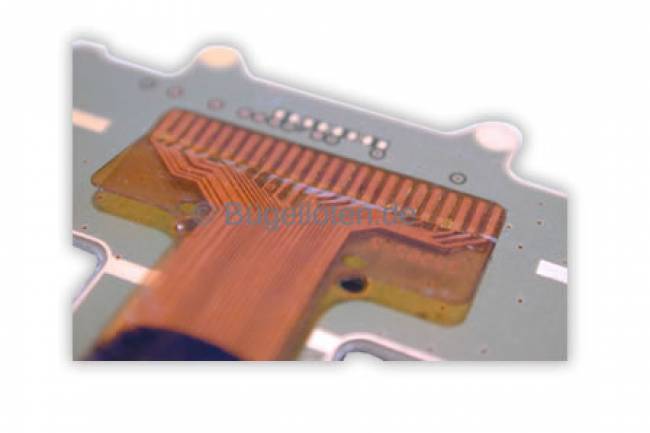
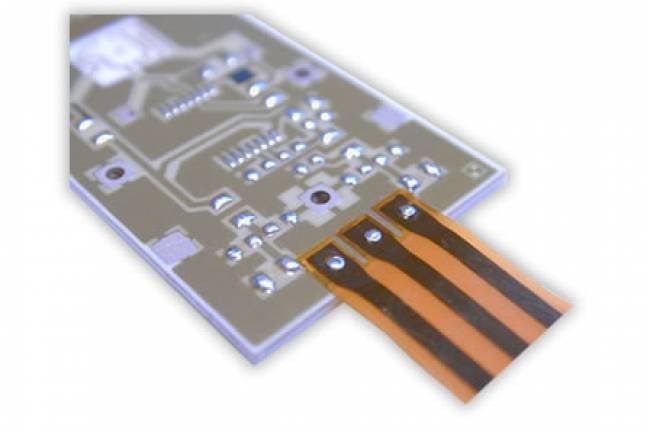
Cutting edges are clean without chips and without any drawing of plastic fibres and there are no residual particles on the product to be removed.
Standard heat staking system has a manually operated sliding table (300x300mm working plate).
There is automatic halting of the table when it reaches the working position and the table is releasedafter a fault-free process or after authorized acknowledgement of malfunction.
It can be fitted with workpiece holders.
Temporarily heated system, where active cooling of the product takes place after the heating phase.
A Stand-alone system which can be operated from a standing or sitting operating position
The HVS 40i is quoted by us as a modular system. Consequently, we can meet customer functional specifications from simple systems, which are purely thermally monitored, to completely process-monitored expansion sections with component raised- and lowered-distance measurement, permanent force measurement and data communication.
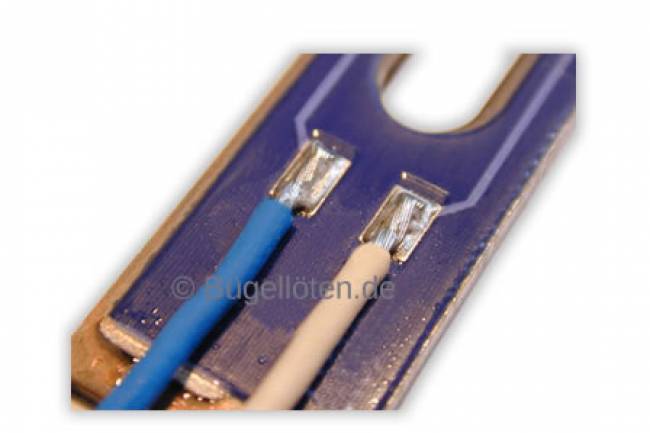
The relevant heat staking tools are matched to the product and the control circuit of the system is designed for the connection of single dies to the use of complex, multiple heat staking heads (e.g. for use in staking of 10 or more simultaneous processes.
The shaping dies are manufactured in-house to meet customer specifications.
The heat staking heads can be very rapidly changed over.
Our innovative coating technologies ensure the maximum possible operating life of the heat staking die even with extremely compact plastics and provide maximum resistance to the abrasive wear and erosion to which the forming surfaces in contact with the product are exposed. Coatings with a micro hardness (HV 0.05) up to 3,300 are used.